Промышленная электроника и оборудование

В этой статье мы хотели раскрыть тему подключения одноударных молотков к автоматизированному управлению на простых и доступных логических приборах, таких как реле программирования Овен.
Прежде чем начать об автоматизации разберём основной принцип работы одноударных молотков
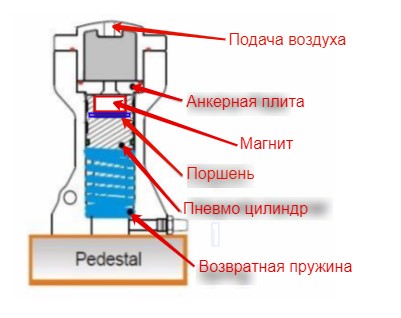
В состоянии покоя поршень одноударного пневмовибратора, в конструкцию которого встроен мощный магнит, прочно соединен магнитным полем с анкерной плитой. При подаче воздуха (4-6 атм.) в рабочей камере возрастает давление. Как только силы магнитного поля становится недостаточно для противостояния давлению воздуха в рабочей камере, происходит резкое перемещение поршня, в результате чего образуется удар по стенке бункера. Сила удара передается на объект воздействия, непосредственно в месте соприкосновения с пьедесталом. Пружина при ударе запасает кинетическую энергию, что позволяет вернуть систему в первоначальное положение после снятия подаваемого давления пневмораспределителем. При этом излишек давления в рабочей камере стравливается через обратный клапан. Пневмомолот вновь готов к следующему удару.
Принцип управления пневмоцилиндра одностороннего действия
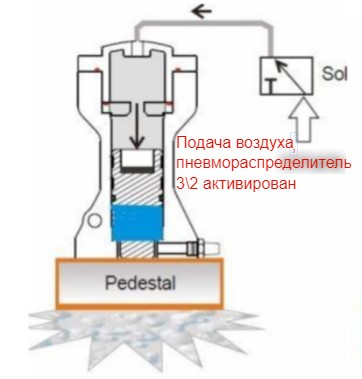
По сути одноударный пневмолоток серии SK является пневмоцилиндром одностороннего действия — подача сжатого воздуха для выполнения рабочего хода в них осуществляется в одном направлении.
Для управления пневмоцилиндрами одностороннего действия применяют пневмораспределитель, который имеет возможность коммутировать линии питания потребителя и выхлопа.
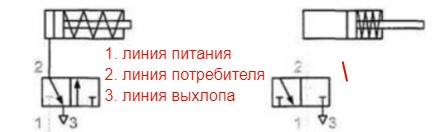
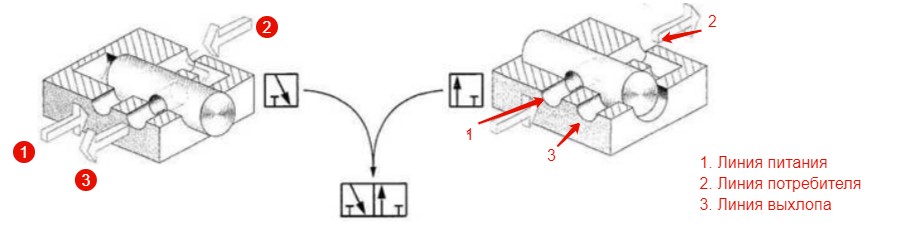
Таким исполнительным устройством является 3/2-пневмораспределитель, который коммутирует между собой три рабочих линии: 1 —линию питания, 2 — линию потребителя и 3 — линию выхлопа. При этом сам распределитель может занимать две позиции: питание перекрыто, потребитель связан с выхлопом; сжатый воздух поступает к потребителю, выхлоп перекрыт.
Временные интервалы рабочих процессов пневмомолотка серии SK
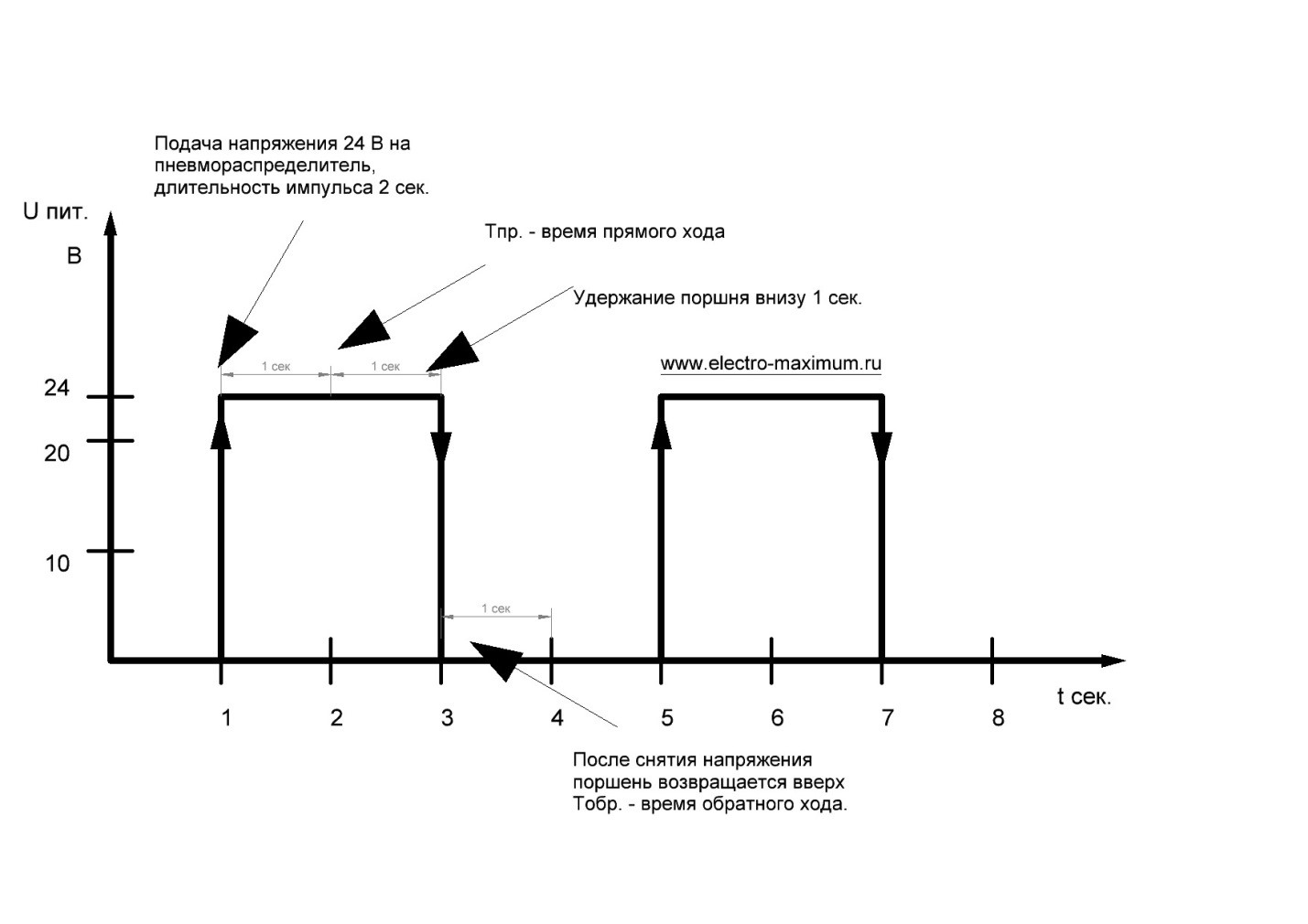
Для последующей автоматизации работы пневмомолотка нам потребуются временные значения двух рабочих процессов:
- Минимальное время подачи сжатого воздуха на пневмомолоток для совершения прямого хода поршня и соприкосновения с пьедесталом (удар). Tпр. – время прямого хода.
- Минимальное время обратного хода поршня, возращение в исходное состояние под действием силы сжатой пружины. Обратный ход поршня начинается с момента прекращения подачи сжатого воздуха, т.е. когда пневмораспределитель перекрывает подачу сжатого воздуха и соединяет с атмосферой воздушный вход пневмомолотка. Tобр. – время обратного хода.
В итоге, если мы сложим два значения Tпр и Tобр мы получим время полного рабочего цикла пневмомолотка. Ориентировочно одноударный пневмомолот может произвести от 30 – 50 ударов в минуту (циклов).
Тц = Tпр + Tобр
Управление одноударным молотком серии SK, SX на программируемом реле «Овен»
Рассмотрим реальный пример управления одноударного пневмомолотка на реле программирования (РП). На самом деле принципиальной разницы нет какой фирмы вы будете использовать РП. Удобство использования РП заключается в гибкости системы, всегда можно быстро поменять алгоритм программы, подстроив под технологические требования.
Задание:
Требуется подобрать одноударный пневмомолот для промежуточного бункера муки, чтобы при отборе не образовывался свод. С бункера периодически происходит отбор муки с помощью питателя или шнека в следующую технологическую цепочку, например дозирующий бункер.
- Первым делом необходимо выбрать пневмомолоток с необходимой силой удара, где учитываются форма емкости/материал, диаметр и толщина стенок бункера и пр.
Составим функциональную схему управления одноударного молотка.
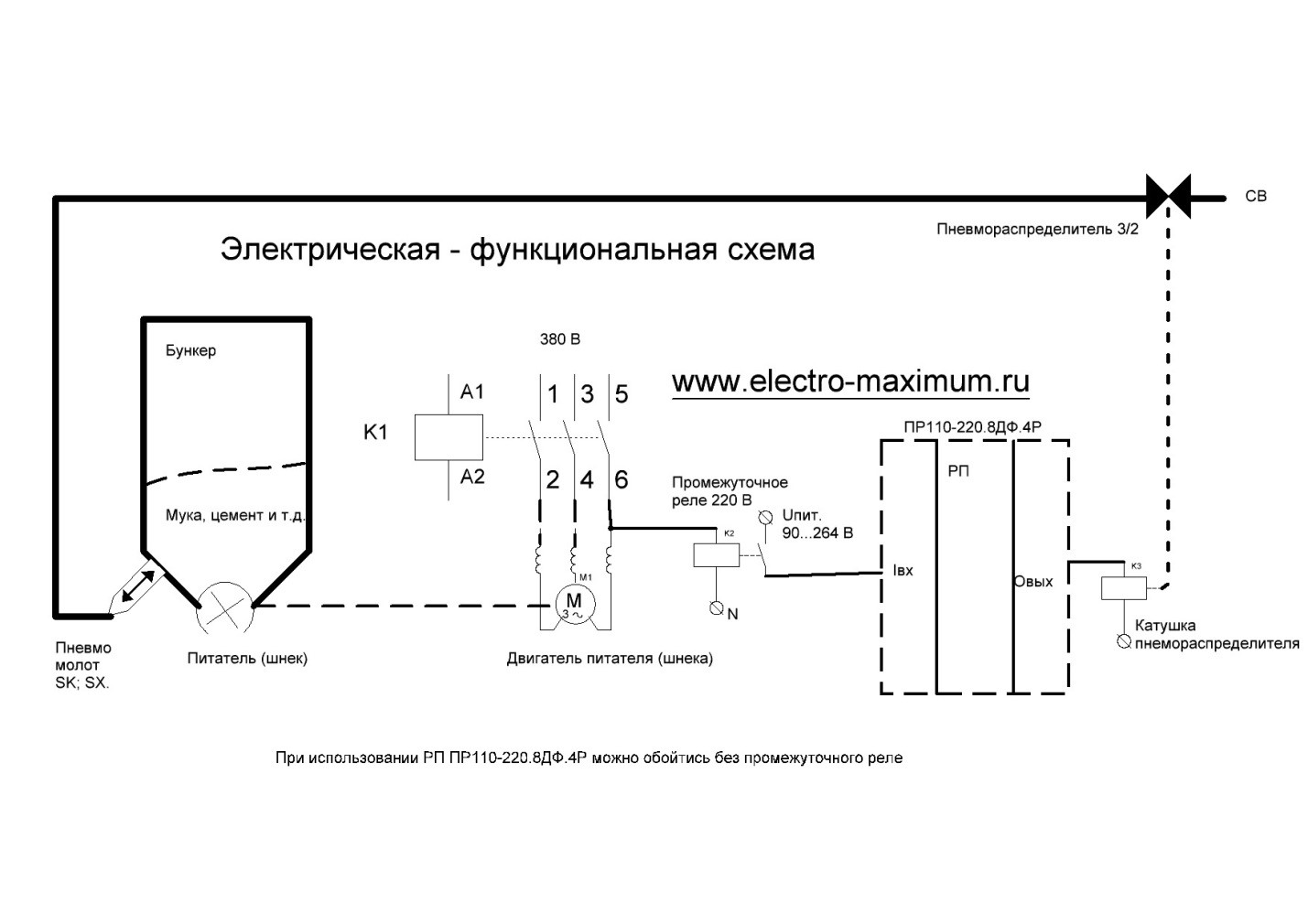
Как видно из функциональной схемы РП задаёт время подачи питания на катушку пневмораспределителя и время паузы между ударами пневмомолота. Тут необходимо определить время паузы между ударами, в каждом случае это время будет индивидуально и зависит от многих факторов, в основном от транспортируемого продукта. При практическом подборе времени промежутка между ударами надо стремиться к увеличению паузы без ущерба потери эффективности. Чем больше будет время паузы ударов молотка, тем больше он прослужит, ибо всё имеет свой рабочий ресурс.
Работу пневмомолота необходимо запускать в то время когда идёт отбор продукта, иначе постоянная работа молотка без отбора будет только уплотнять сырьё в бункере, что только ухудшит положение дел, ну и постоянная не нужная работа пневмомолота сократит его срок службы.
Таймер работы пневмомолота, реализованный в РП, запускается во время отбора материала, когда включается электродвигатель питателя, шнека или любого другого исполнительного механизма.
- Напишем простенькую программу, таймер работы пневмомолота.
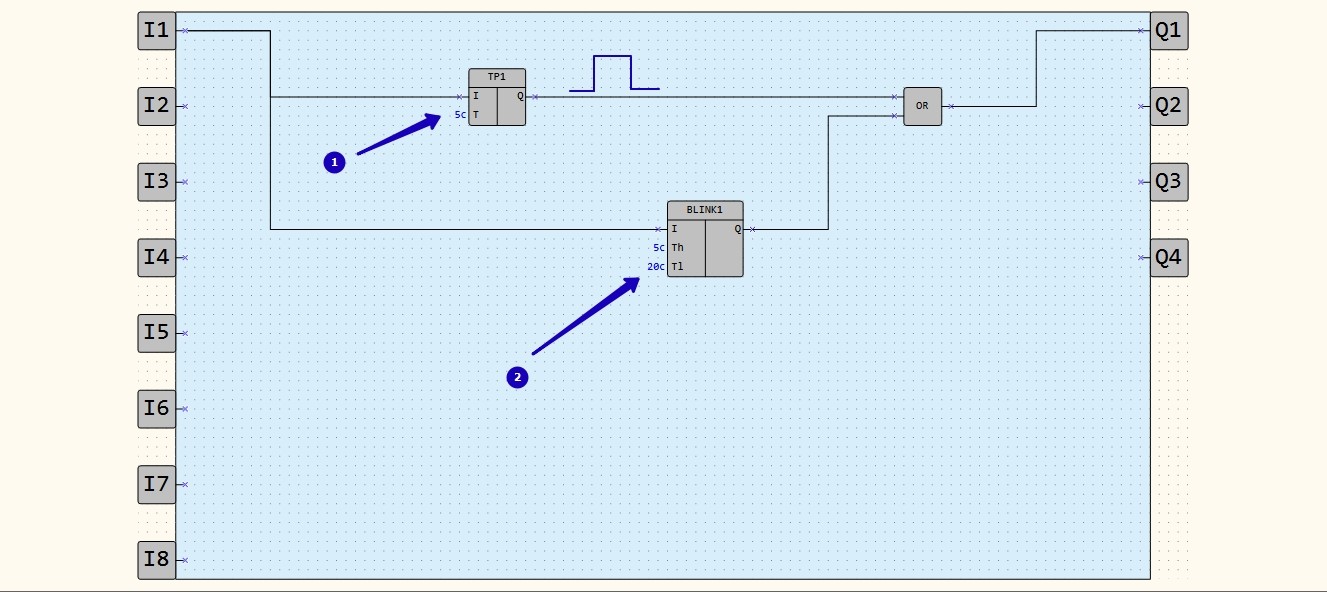
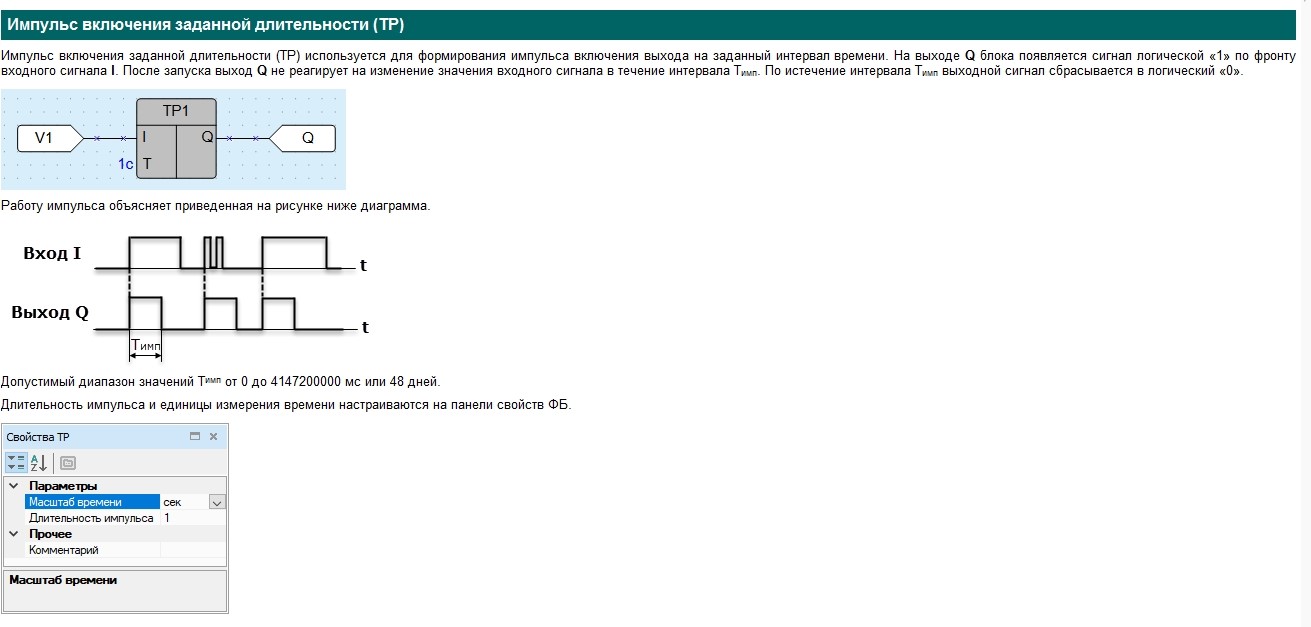
- Функциональный блок TP формирует первый импульс удара длительностью 5 секунд. Почему выбрали 5 секунд, можно выбрать и 1 секунду, но перед нами не стоит задача как можно больше ударов в минуту сделать, поэтому мы время взяли с запасом для гарантированного срабатывания молота.
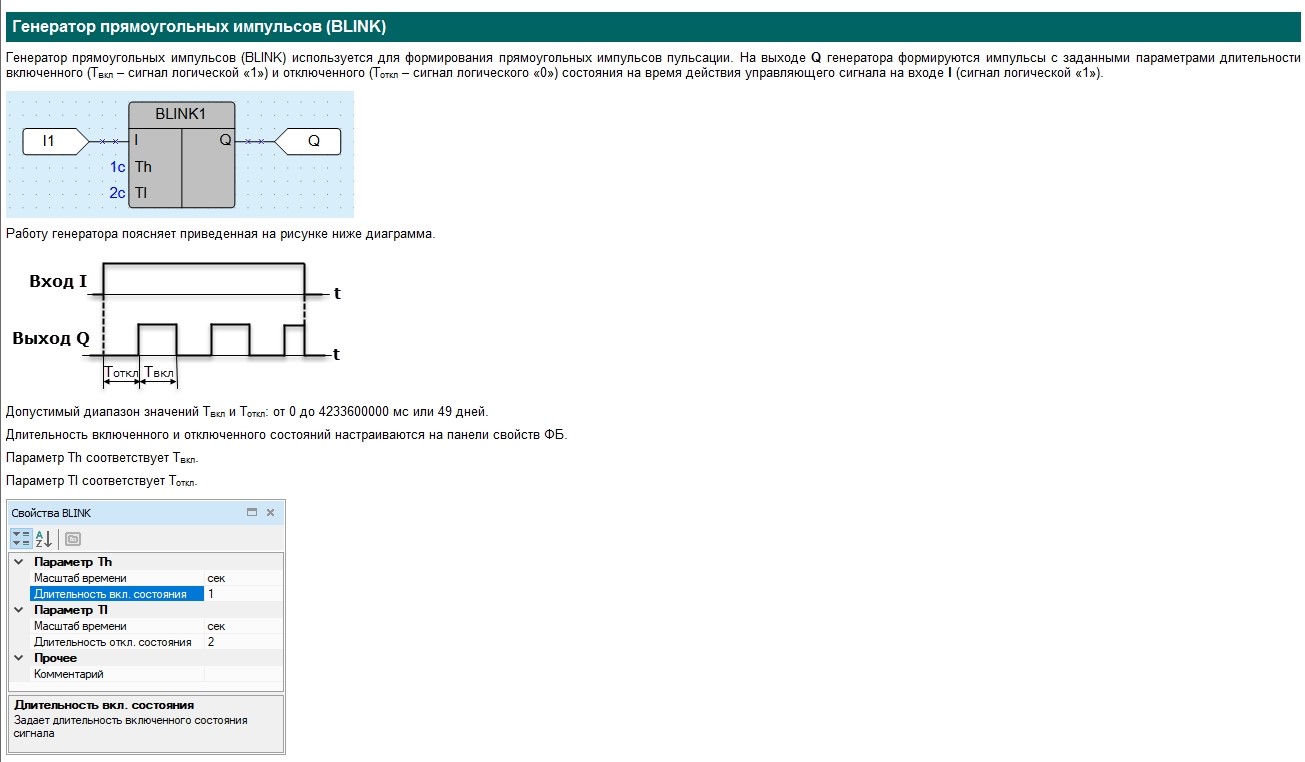
- Функциональный блок BLINK генератор прямоугольных импульсов, где длительность импульса составляет 5 секунд, а время между импульсами (между ударами молотка) 20 секунд. Время между ударами необходимо подобрать практическим путём, у каждого продукта в отдельно взятом случае оно будет своим.
Итак, начался отбор продукта (муки), на вход РП пришёл сигнал, который запускает два функциональных блока, TP и BLINK. Первый импульс 5 сек. формирует функция TP, второй и последующие импульсы формирует функция BLINK, пока не пропадёт сигнал на входе РП.
В данном примере показан общий базовый принцип управления одноударным молотком серии SK и SX, при желании можно всегда доработать программу под ваше техническое задание.